best cnc machine coolant By considering cooling effectiveness, cost, environmental impact, and maintenance, you can choose the best coolant options for your CNC machines. Remember to prioritize compatibility, safety, and sustainability to . At Maxtech, we excel in supplying top-tier custom metal stamping parts. Our dedication ensures precise complex custom metal stamping parts for your needs.
0 · mist coolant system for cnc
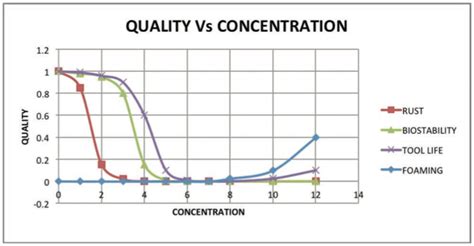
1 · machine coolant concentration chart
2 · lubricant used in cnc machine
3 · coolant system for milling machine
4 · coolant mixers for cnc equipment
5 · coolant concentration for machining
6 · coolant concentration for cnc machines
7 · best semi synthetic machine coolant
We have over 25,000+ standard shapes and sizes of deep drawn metal enclosures available with little to no tooling costs. Call us for all your deep drawn metal enclosure need. 1.800.795.1302
Coolant helps dissipate this heat, ensuring consistent machining results. Lubrication: Reducing friction between the tool and the workpiece is crucial. A good coolant acts as a lubricant, reducing wear and tear on the .
Top CNC coolant brands include Benz, ICC, Master Chemical, Blaser Swisslube, and Milacron. Selecting the right CNC coolant is crucial for top machining performance. Coolants impact tool life, efficiency, and fluid . By considering cooling effectiveness, cost, environmental impact, and maintenance, you can choose the best coolant options for your CNC machines. Remember to prioritize compatibility, safety, and sustainability to .
Nearly all CNC lathes and most machining centers have a through-the-tool coolant capability—so use it, even if that means investing in new toolholders and cutter bodies. And if your machine is capable of high-pressure . Machinists often utilize CNC machine coolant to mitigate the effects of overheating on the cutting tool or materials during the CNC machining process. These coolants are effective as lubricants and cooling mechanisms and aid .
This article provides a comprehensive look at the types of CNC machine tool coolants available, their uses across industries, the importance of selecting the right coolant, . Versakut 7227 is a multi-purposeful synthetic coolant for grinding, machining, milling, and other CNC applications. Made with a biostatic lube package that will not break down or be subject to selective depletion, Versakut .Explore Flood Coolant vs. MQL: Which is Best for Your CNC Machining Needs? Learn how to enhance tool performance and surface finishes. Discover the best CNC coolant for your needs with our buyer's guide. Compare top products, learn proper usage, and optimize your machining process!
The main machine is a 12CK Monarch with the original coolant sump. I know when the coolant is low when a heavy mix of oil and coolant comes out. I have thought about a separate coolant tank with a oil separator, other than not having a large reservoir, its no problem.
Oil skimmers are the best way to carry on this operation, although they can be quite expensive. Here you can find a creative way to make your own oil skimmer. Additionally, dirt that gets into the coolant can also become abrasive and scratch paint and surfaces and even damage machine windows. Dirt in coolant can also damage high pressure pumps. One of my lathes turns 99% brass and the coolant has a slight green tint to from the copper. Same coolant from 2006. Never changed, just topped off when needed. That lathe can also sit unused for months at a time. Never a bad smell. I'm thinking I may try putting fine strips of copper scrap in my other machine. Copper is a known anti bacteria . Not a vacuum, but those air-powered, coolant circulator/cleaning thing-a-ma-jigs are effective at removing lube oil and fines from your coolant, and returning it back to the coolant tank fresh. You might want to consider adding those to each machine, to prolong coolant life and the inevitable full-tank cleanout. ToolCat
Surface cleaning and prep is everything. If the machine has already run coolant, if you don't take the time to thoroughly clean all the surfaces you'll likely have leaks again. Disassemble the panels and wipedown and scrub with solvent-wetted Scotch-Brite, then a final solvent wipe, dry, bead running and careful assembly.
Can't go wrong buying a refractometer from a coolant mfg or someone that sells coolant related products. I use a refractometer from master chemical corp. They make Trim coolant. Or try here: Refractometers for Metalworking Fluids (Coolant) - hand-held optical brix-based refractometer to measure coolant concentration Calibration is easy. The best that worked for me: 1-. remove coolant and chips with a 55 gallon drum vac. 2-. remove left over chips with a shop vac. 3-. Add a couple of gallons of fresh coolant and rinse the bottom, corners, etc. with a brush. 4-. vacuum again coolant. 5-. Poor new coolant. Maybe it's not the best, but it takes about 1-1/2 hours the whole process. Thinking that maybe the reduced smell was natural from using the machine and aerating the coolant in the process, I left it like that. Thursday, Friday, Saturday, I ran the machine 12+ hours each day. The smell level stayed pretty constant, not better or worse. Finally, late Saturday, I dumped another quart in. Now I'm up to .76 invested. Our cnc lathes evaporate the coolant like crazy so we end up going through a barrel every 2-3 months for 7 lathes. Our mills usually take a month or two longer to empty out a barrel of the same stuff. Right now we're using a local coolant supplier and are raising the price.
For boring bars, we simply position the push-lock hose in a good spot to get coolant to the insert, and then wrap the hose to the boring bar with electrical tape. Again, the hose stays with the tool when we swap it. FWIW - Those holders supplied with the machine are horrible. The main machine is a 12CK Monarch with the original coolant sump. I know when the coolant is low when a heavy mix of oil and coolant comes out. I have thought about a separate coolant tank with a oil separator, other than not having a large reservoir, its no problem. Oil skimmers are the best way to carry on this operation, although they can be quite expensive. Here you can find a creative way to make your own oil skimmer. Additionally, dirt that gets into the coolant can also become abrasive and scratch paint and surfaces and even damage machine windows. Dirt in coolant can also damage high pressure pumps.
metal corridor sign brackets amazon
One of my lathes turns 99% brass and the coolant has a slight green tint to from the copper. Same coolant from 2006. Never changed, just topped off when needed. That lathe can also sit unused for months at a time. Never a bad smell. I'm thinking I may try putting fine strips of copper scrap in my other machine. Copper is a known anti bacteria . Not a vacuum, but those air-powered, coolant circulator/cleaning thing-a-ma-jigs are effective at removing lube oil and fines from your coolant, and returning it back to the coolant tank fresh. You might want to consider adding those to each machine, to prolong coolant life and the inevitable full-tank cleanout. ToolCat Surface cleaning and prep is everything. If the machine has already run coolant, if you don't take the time to thoroughly clean all the surfaces you'll likely have leaks again. Disassemble the panels and wipedown and scrub with solvent-wetted Scotch-Brite, then a final solvent wipe, dry, bead running and careful assembly. Can't go wrong buying a refractometer from a coolant mfg or someone that sells coolant related products. I use a refractometer from master chemical corp. They make Trim coolant. Or try here: Refractometers for Metalworking Fluids (Coolant) - hand-held optical brix-based refractometer to measure coolant concentration Calibration is easy.
The best that worked for me: 1-. remove coolant and chips with a 55 gallon drum vac. 2-. remove left over chips with a shop vac. 3-. Add a couple of gallons of fresh coolant and rinse the bottom, corners, etc. with a brush. 4-. vacuum again coolant. 5-. Poor new coolant. Maybe it's not the best, but it takes about 1-1/2 hours the whole process. Thinking that maybe the reduced smell was natural from using the machine and aerating the coolant in the process, I left it like that. Thursday, Friday, Saturday, I ran the machine 12+ hours each day. The smell level stayed pretty constant, not better or worse. Finally, late Saturday, I dumped another quart in. Now I'm up to .76 invested. Our cnc lathes evaporate the coolant like crazy so we end up going through a barrel every 2-3 months for 7 lathes. Our mills usually take a month or two longer to empty out a barrel of the same stuff. Right now we're using a local coolant supplier and are raising the price.

mist coolant system for cnc
Get custom laser-cut parts in as fast as 1 day from a range of metals. Learn about our laser cutting process, design guidelines, materials, and applications.
best cnc machine coolant|coolant concentration for cnc machines